Remembering Early Times at HP


International Procurement Can Be Fun...!!!!
An autobiography of my working life..., by John Wastle
Part 2
Part 2
6. Time To Move On...
QMO would require being fully staffed in all departments, with one major exception, there would be no lower level in-house part manufacture, only final assembly and test. Parts were to be sourced either from parent division or outsourced to be manufactured. For QMO to be successful, shipping parts from the parent divisions was only going to increase the final cost of the product due to shipping costs and internal accounting practices, so parts had to be sourced locally. The Manufacturing was to be headed up by Jimmy Queen.
With Jimmy Queen as the Functional Manager heading up the manufacturing role, a sideways step for him, but an exciting one as he would be able to create it from scratch. Knowing what kind of manager he was, I immediately shot off to see him and ask if there were any jobs going that I could do in this new infant operation. Jimmy asked me one question, "What can you do to make QMO successful?" My response, "Plenty! You need bits for your manufacturing production assembly lines, and I'm just the guy you need to get them, with my knowledge and experience on how parts have to be made to meet the HP specifications." Jimmy replied with, "But you are a middle manager departmental manager with a staff of a couple of dozen people or so, you'd lose all that!! QMO will be minimally staffed." In return I said, "So, I need more of a challenge, there's not much more I can do with what I currently have." Jimmy responded with, "I need to think about it." In closing he suggested I speak with Bill Oliver as he had just been appointed QMO's new Materials Manager. As I left Jimmy's desk, he picked up the phone to make a call.
Bill Oliver's desk was on my way back to my office, so I decided to stop by and let him know of my interest in seeking a job in QMO. As I approached Bill's desk, he was watching me approach and he was already on his phone, but quickly hung up as I neared his desk. "Hi Tool" he said, it was a nickname he called me, "What can I do for you?" He added. At which point I replied, "I'm looking for a job in QMO." Which he promptly followed up with the exact same two questions Jimmy Queen had asked me only moments ago. "What did I have to offer him that might be of use in QMO?" and "What about my current middle management positions as Tool Engineering Manager?" I responded with exactly the same spiel as I gave to Jimmy Queen. At that point Bill Oliver stated, "Well, I'm going to advertise internally today for a Materials Engineer, in fact it should be getting posted on the notice board as we speak and if I was interested I was welcome to apply, but the job status was a few salary grades lower than my current managerial position." "Okay." I replied and I left his desk.
I had to make a slight detour on my way back to my office by way of the Personnel Department. I had made up my mind nevertheless about the salary grade being lower, I knew within myself that being "The HP Way" my salary would not get cut because I took on a lower graded job, if anything, worst case condition, it would most likely get frozen for a while, I could live with that and it would give me the opportunity to prove myself. I filled in the application form then and there in the Personnel Department, but before I could submit the application, I had yet again to make a path back via Jimmy Queen's office. As my Functional Manager, I needed his approval to apply.
Jimmy looked at the application form, looked at me, then said, "You do know what grade this job is?" I nodded a yes. He signed the application form and slid it back to me as he picked up his phone to make another call. Obviously not wanting to say any more about the matter.
Job interviews were to be held two days later. I never said anything to any of my Tool Engineering team. It was odd, a new division was being started up and not one of my team showed any interest in joining them. I received a call from Bill Oliver asking me to attend my interview at a certain time and which conference room to meet him in. I've never believed in tardiness, so right on the bell I turned up at the conference room, Bill was already sitting there. "Have a seat" he said and we started to talk about cars, holidays, sport, everything but about the job I had applied for. Then Bill said "We've been in here for about an hour, that should be long enough for people to think it is about right for an interview. Start next Monday okay?" He needed a couple of days to get Personnel to sort out the paperwork etc.
It instantly became obvious to me that Jimmy Queen and Bill Oliver had made the decision on my hire the minute Jimmy Queen had picked up the phone when I first approached him for a job in QMO and was making my way towards Bill Oliver's desk, Bill had told Jimmy he could see me heading towards him. Everything they had said to me was intended to see how I would react and on how serious I was about taking the risk and taking on a new unknown job. I passed with flying colours, and as I expected, my salary never was reduced or held back from receiving further salary increases.
That decision to join QMO was one of my better ones, as it was the start of me about to enjoy the hardest- worked fun-filled exciting experience of my career with Hewlett Packard for the next nigh-on-twenty two years in Procurement.
I was now reporting to Bill Oliver and not Jimmy Queen, that was okay, we were in a dynamic daily changing environment of a new startup operation and Jimmy always had an "open door" policy and as I knew how to manage my manager and my manager's manager and with Jimmy wanting to know what was going on, I had no problem discussing issues with him and without standing on anyone's toes, Bill Oliver was always made aware by me what I had discussed with Jimmy. Important to keep the key parties in the loop, no embarrassments that way and you are seen as a good team player.
Bill Oliver was a Materials Manager of many years' experience, so I soon started to learn fast all the materials systems, structures and cost structures I had never really come in contact with in the past. Bill would call me "Tool" basically because of my knowledge in that area, I eventually called him "Obi-Wan," he liked that nickname, seemed appropriate as any question I had about Materials, and Bill always had the answer.
That Monday morning I started in QMO, I was about QMO's ninth employee. There wasn't even a production line to speak of in existence yet. Ollie as Jimmy Queen would call him, said, "Welcome aboard, there's a desk over there with a phone on it." Then pointed to where the Production Line was going to be set up to assemble Signal Analyzers and Signal Generators. Then said, "We need bits for them, if we could get some within three months, that would be a great start."
Wow!!! I wanted a challenge, here it was and I had no one to fall back on or turn to for support, it was too late now to back out. I had to do everything myself. For starters I didn't even know what parts were needed for what products or who on earth could make them. What I did know, shipping stuff that was heavy and bulky was expensive and liable to transit damage, and these aspects would cost a small fortune and make QMO uncompetitive when compared to the parent divisions. I first needed to see what was being shipped in, so spent a couple of days in In-Coming Goods, looking at all the parts to get a big picture of what my task would be.
I requested drawings of the component parts I was going to work on first, and pulled out some samples for my use, but I needed to ascertain what subcontractors were out there and what their capabilities were and if they could make our parts to our specifications. There was no World Wide Web back then to interrogate, it was grab the Yellow Pages and use what knowledge I had built up already on outside subcontractors, some of which gained from exhibitions etc. So started my endless visits to suppliers trying to identify those with the potential to make our parts to the specifications we required.
 |
My QMO Material and Procurement Group: Myself, Brian Potter, Irene Sherridan, Martin Archer, Sue McCann, Pam Quinn, Laurence Bird, Brain McKandle, John Thomson. |
It quickly became apparent; I also had to train the subcontractors to make our parts to our exacting standards. Those suppliers were prepared to pick up this challenge; firstly they knew we planned on zero in-house manufacture, so they would have the business long term as to ship the parts from the States was bulky, expensive and time consuming. This was a long term business commitment to them and a new supplier customer relationship was in the offing, it was more of a partnership, which over time, helped to drive the costs out and get a more competitive product, but one also in which it was expected the supplier would also profit from. I was going to be somewhat busy over the next few demanding years. However, as the task was so large, I was soon hiring staff to work with me, particularly as I had proven I could get those parts to the production line meeting the tough HP standards and at a very much reduced cost, we were on the verge of saving millions of dollars. Which in turn led to us shipping these lower cost parts back to the parent divisions, even with the added extra shipping costs.
Shipping our UK-manufactured parts back to the parent divisions, started to lead to other issues I would meet time and again over the coming years. I came up against homeland protectionism, the not invented here syndrome. Over time though, the QMO manufactured products were undercutting the cost of the parent division manufactured product, so attitudes had to change, as MCG products were meeting fierce competition especially on cost, there was a no better focus on paying more attention to off-shore sourcing.
The supplying of parts to the parent divisions started to grow, even though the resistance was constantly there, Spokane division was really feeling the heat and it was from one of their products I achieved a major quantum leap opportunity breakthrough that sealed my belief in HP and the rock solid support I was getting and would continue to get from my Manufacturing Manager Jimmy Queen.
What I didn't realise at that time, when I moved to QMO to set up all the external manufacturing of its fabricated parts needs, would be the knock-on effect it would have on QTD. We were so successful in the development of local sourcing, it became inevitable that there was no longer a need for QTD internal manufacture of their fabricated parts. So they climbed on the back of all our QMO outsourcing successes, eventually leading to the complete shutdown of the Machineshop.
It basically was a process that took place over a period of time, it started in 1988, with the closing down of the Tool Engineering Design office, with no requirement to make new tools for production, the Tool Engineering design team, moving to set up a group that would transfer the parts to external suppliers.
In turn this led to a reduction in the Toolroom personnel, with only a skeleton amount needed to maintain the existing tooling, until those parts were also subcontracted. With the Toolroom reducing further to supply a Model-Shop role to support R&D. I might have worried that my personal actions were resulting in layoffs for other HP people, but fortunately, the transitions happened over longer periods, and most often HP redeployed such loyal workers.
7. My first business trip.
By a year and a half after the QMO startup, Jimmy Queen had decided it was time I spread my wings a bit and said to me it was time I went across to the States and visit those divisions QMO was building products for. This was going to be my first of many, many business trips to the USA, I actually felt a bit daunted by it. The consolation was, Jimmy was going to be in the USA at the same time and he said it would be okay and he'd help me break the ice a bit. I was going to be gone for three weeks, spending time at the divisions and their suppliers; I had not been away from home that long on my own before.
The plan was, I'd meet up with Jimmy, do a quick visit with him to the divisions to get all the introductions going and then I'd follow up on my own afterwards, the way we worked the visits was ideal, as I'd work my way back from the last to the first, then catch my flight home.
Jimmy was already in the States by the time it came for me to fly out, I was to meet him and his wife May in the Flamingo Hotel in Santa Rosa, a hotel I would use on many future occasions. I had my journey all worked out. I would fly from Edinburgh to London Heathrow, the armpit of all the world airports in my mind, then I'd fly to San Francisco, pick up a rental car and drive north to Santa Rosa and the Flamingo Hotel. On paper and on the maps it looked a piece of cake, but this was going to be one long journey that I hadn't prepared myself to meet. Early flight to London, so I hung around Edinburgh airport for about 2 hours before we took off for the hour plus flight to Heathrow. Then I transferred at Heathrow to get the flight to San Francisco, a long walk to that terminal departure, hanging around for another few hours, then ten hours flight to reach San Francisco.
With an hour or so at that end, I had to find my baggage, clear immigration, customs and find my way to the rental car depot. So it was around tea-time California time, or 1:00 am UK time, when I was ready to set off for Santa Rosa. If I could first find out where the hell the hand brake was and when I did, it turned out that the hand brake is put on by depressing a foot pedal, but how the (expletive) do you switch off the hand brake! In the end I had to ask one of the attendants. Apparently the hand brake was switched off by depressing the foot pedal again from its on position. The attendant looked at me as if saying to himself, is this guy going to be safe driving a car? Stupid me, right? Of course everyone knows a "hand" brake is operated by a "foot" pedal!!
So off I set, but I had the map beside me, not that it would be much use as it was now turning dark, but I had the route written down that I would take, I mean to say, how difficult could this be, Highway 101 was right outside the airport and it took me all the way to Santa Rosa, via downtown San Francisco and across the Golden Gate Bridge, piece of cake. Now where is that off ramp to the freeway? Oh, oh, there are five lanes on this road and every one of them has a car almost bumper to bumper, I should have stayed in an airport hotel and driven up in the morning when there was no rush hour traffic. Too late now, I'll take the middle lane, I'm on Hwy 101 and it goes to where I'm bound.
(Expletive)! What did that sign post say, here's another, Oakland Bay Bridge, oopps, I better get across and into the correct lane, mirror, signal manouvre, that's how I was taught, a few horns honked at me as I squeezed into that line of traffic. I can do this; I'll show them how to drive. What's that? Wait a minute, I don't want the Oakland Bay Bridge, it's the Golden Gate Bridge I want, and that sign post says I should be way over on the other side of all these lanes!!! I was in the wrong bloody lane; it would be a nightmare if I ended up in Oakland. Time to signal and brass my case and push my way over to the other lane on the far side, to be accompanied by a cacophony of various car horns! By now I'm getting a wee bit uptight, but I was glad that I had memorized the route I was taking, I knew I would come off the freeway at its end, right in the heart of San Francisco and that I'd turn left onto Van Ness Avenue, then straight up Van Ness and left at the top towards the Golden Gate Bridge. Later I found out there was an easier route to take via Hwy 280 from the airport and through Golden Gate Park. So far so good, I turned towards the Golden Gate Bridge, I've got it cracked I thought to myself.
Spoke too soon, look at all that traffic wanting to cross this bridge, four lanes going into six toll booths, each packed to the gunnels, all this to collect three lousy bucks. With all that money being collected they could build another six bridges and reduce the traffic. I'm now locked in bumper to bumper and a car on either side, which is bumper to bumper with the car in front and behind it. What's really depressing is, I'm in the express lane and without the badge to let me through, I need to get into a cash toll paying lane. No option but to signal and not move, soon a space opens up and lets me across, so there are gentlemen drivers, or was that a lady who let me in?
Toll paid and I'm off northwards, they have a good system, it's a six lane bridge, but during rush hour traffic, they switch it to four and two depending on which the most traffic is headed. They really are organized when it comes to the roads. I was soon to find out how organized, not long after I passed the Sausalito turn off, the road seemed to open up a bit, lane wise that is, the traffic was still horrendous, but now a new road sign to me started to make its appearance, two miles ahead 'car pool lane', whatever that meant, as I approached nearer it said car pool lane two or more people and it was in the fast lane, what a brilliant idea, except for me, I was in the car alone, like ninety eight and a half percent of all the other automobile users driving along side of me.
Wasn't this just wonderful, three lanes jam packed with cars driving bumper to bumper and at a crawling pace and one lane with the odd car now and again whizzing by with two people in it, I'm sure one was the driver accompanied by a well-dressed mannequin! Very few of the drivers broke ranks and joined that empty fast lane, the cops would leap out of nowhere and slap a $200 ticket on them, or as I was some time in the future to find out, it's called a citation! I had about sixty miles to go to reach Santa Rosa, it was going to be a long journey, by now the time had pushed on and by UK time I would have been starting to wake up to go to work!
The traffic slowly started to drop down a bit as folks pulled off to their homes, great I thought at this rate on a three lane highway I'll soon be there. Wrong again, that three lane highway suddenly became two lanes and it was that all the way to Santa Rosa. The first Santa Rosa exit was a god send, one more to go and I would pull off towards the Fairgrounds, then at the end of the slip road a left turn up Montgomery Drive. Ahead I could see the lit up tower with a Flamingo atop, my destination had suddenly appeared.
Would you believe it, a parking place right by the door? Just as well, since I was truly knackered (exhausted). I unloaded my luggage, put the car keys deep in my pocket, I won't need those till tomorrow morning, I just had to check in, throw my cases in the hotel room and get down to the bar to meet Jimmy and May.
Checking in was easy, a nice smiling face to take my details and an imprint of my credit card. Then the receptionist handed me a map of the hotel, with her pen, placed a cross on where my room was and said. "Just drive your car around the building and park right in front of your room." To which I smiled, picked up my cases and dragged them and myself back to the car and dug out those car keys from deep within my pocket. Drove around the back to where my room was. (From then on, I'd always leave the luggage in the car until I knew where my room was.)
The whole area was in total darkness. I pulled out the cases and made my way to where my room was, with no lights it was a tad difficult to find my way, but under the moonlight I could see this was not my room, it was a couple of doors further down. I opened the door, there was a room on my left and a room on my right and a flight of stairs ahead, and yup my room was up those stairs. I finally got into my room, it looked nice and comfortable, but that could wait, I was in dire need of a drink, so threw the cases down and made my way to find the bar.
My route to find the bar turned out to be a long twisted walk, but I could hear the music slowly get louder as I got nearer. The bar was packed, this was obviously one of those singles bars located in this hotel, it had a dance floor and live music, seemed the appropriate place for folks to meet after work, but it was getting late, by American standards! I looked around couldn't see Jimmy Queen, to be honest I didn't care, I was whacked after my long, long journey from Edinburgh and the girl serving behind the bar was the only one I wanted to speak with. "Three Gin and Tonics in tall glasses with lots of ice" I said. She looked at me if I was some sort of nut who spoke funny. "I've had a long day and I need to unwind!" I added.
I charged the drinks to my room and made for what looked like the only space in the room that was away from the dance floor and the live music, it was also the only place where there was a table with no one at it. I had just sat down and put my lips to the first glass, when I heard the familiar voice of Jimmy Queen say to me, "Three drinks, are two of these for us? We don't drink G&T!" "Hi Jimmy, nope, they are all for me, I'm (expletived) after that journey." Jimmy laughed and said, "Come over here, May and I have a table." May smiled and said, "Thirsty after the long trip?" I responded with "Knackered more like."
On a later trip to Santa Rosa, covering the same path, my flights had been delayed, so I arrived very late one night at the Flamingo Hotel and very tired. The receptionist met me with a huge smile and said, "Good evening John." I hadn't realized as I was so tired, that I must have been the last guest and she was waiting for my arrival, so she would know my name. I respond to her friendly greeting with, "How did you know my name?" She said, "Well you look like a John." With which I replied, "Well I'm glad my name is not Dick!" She was stung into silence, and then tittered away as I picked up my case and made my way to the room. Next morning she met me with another huge smile and said, "Have a good day...John!"
8. Networks Measurement Division...
Next morning Jimmy and I set off for NMD. Sam Scott the Manufacturing Manager met us and I met more of Sam's staff. Sam had arranged that I spend the day looking around the NMD production lines, meeting more of the staff, Tim Mitchell and John Harmon, whom in time I and my wife Sheila became friends with. The Harmon's, especially Jill, John's wife worked beside Ginnie, Sam Scott's wife. On a later visit when Sheila and the kids joined me for a holiday after a business trip, we would stay at Sam and Ginnie's house, and we were invited to dinner at the Harmon's. They had a young son called Boyd, who would later join the Marines, but at present was ages with our son Grant, Jill thought it would be a great idea for Boyd to meet someone his own age from another country.
Sam was not too hot on the idea of going to the Harmon's for dinner, he knew something we didn't. John and Jill were not that long married, Boyd, was Jill's son from a previous marriage but saw John as his Dad. John and Jill were quite strict about nearly everything in their family life, though somehow I think it was John who was the strict one. When Jill found out I liked Crystal Gayle, she suddenly appeared with a Tee shirt for me from one of her concerts. The dinner that night was very good, they were fairly religious, so grace was said holding hands. There was alcohol, but not in huge supply. Sam liked a beer or two, so must have been feeling a bit thirsty, and he would also disappear outside every so often to have a cigarette. It was all very amiable, but Sam was so glad to get into the car and head for home.
That evening of my first division visit, we were all going to one of Sam's staff managers home, Ed Ulrich and his wife Judy for dinner and drinks around their outdoor swimming pool. Ed was a handy guy with his hands and had built the whole pool area and his work in wood was exceptional, he had made a huge burl table as well as other furniture in the house. As it was getting dark and colder outside we moved in-doors to taste the results of Judy's skills, dessert sweets were her specialty. Judy's sweets are something else and should have come with a health warning. She made all her own and all were marinated in various alcohols.
May Queen, quietly pre-warned me that these were the only desserts that you might have a problem standing up to leave the table, if you eat too much and Judy had a habit of heaping it up on your plate. Ain't that the truth!! The strawberries almost blew my head off, if you had held a live flame to them they would quickly become flambé' strawberries. Judy had this huge store of berries of every conceivable type, each equally as potent as the one before. They would have been an Alcoholic Anonymous Group's worst nightmare! What great friendly sociable folks they all were, I was just surprised they didn't introduce themselves as Ed and Judy Ulrich, we are alcoholics!
NMD was situated at Fountaingrove Parkway, on the top of a hill with a nice view around. I said, "I think I'll have a wander around the grounds", at which point I was warned, "Careful where you walk, there's a lot of rattlesnakes in the grounds!" On second thoughts, I don't need the exercise.
On my return visit to NMD I spent time in their "state of the art" machine-shop, it was quite impressive they were doing some cutting edge stuff, and using Electrode Erosion for some interesting machining, particularly on difficult metals and extremely fine slots. In general, I felt their NC capability in machine tools could be equaled by the likes of FACTS (Subcontractor Fife AutoCam & Tool Services)
9. Signal Analysis Division...
We spent the next day at SAD Signal Analysis Division. Duanne Hartley, who was the Manufacturing Manager. At that point, he was some guy, a driver-driver but fun to be around. He was a great motivator to all his staff, it's no wonder he ended up as the Division General Manager. He was dynamic and he loved Scotland and to practice his Scottish accent. There was one time when he was in South Queensferry during a presentation, he tried to quote the movie "Brave-heart" and in his American styled Scottish accent, "U'm gonna git oot there an pick a fight wie oanybody." He would also be seen wandering down the Production lines at South Queensferry just chatting to anyone who would talk with him.
Duane set me up to see the production lines and meet with his Fabrication team which was managed by Pete Johnson.
My follow up visit, was spent, nearly all of the time, in their Fabrication Shop, where I met Roy Ingham, Wayne Wendle, Don Connolly, Alfredo Valencia and Dave Stinnett. We were all to become strong supporters of each other as SAD put more and more through our IPO. Don Connolly was not the most supportive though, he felt threatened by what was happening in off-shore sourcing, so he was always difficult to deal with, but Don was always very civil and always tried to use viable arguments against what was happening. Later I also found out that Don had another nightmare that he was living through and having to deal with, he lost two sons in a fire that arose around where he lived in the Santa Rosa area. I could never imagine the horror of that and in having to come to terms with it.
I was given an in-depth look around the Fabrication Shop by Roy Ingham, it convinced me we could help them reduce their costs and that in the future our IPO could do much, much more and did. SAD were under tight costs control and needed to get their costs down, and that was something I could help with, it also helped greatly that they also wanted access to my help and to know more on what could be achieved.
I gave the SAD Team a presentation on what was available so far and on what had been achieved. Pete Johnson and his management team appeared to be quite impressed with what I presented them with and agreed that they would later send a Procurement team over. This led to more than once sending their engineers to carry out audits and discuss new parts they wanted made and to give help and tips in the manufacture of these parts with our suppliers. This partnership approach gave big dividends and boosted the partnership between SAD, QMD, IPO and the subcontractors. It also led to us getting involved in the manufacture of components across all the disciplines of mechanical manufacture and on cable assemblies.
The type of parts they required were technically challenging, so this led to the development of our suppliers capabilities, adding to our strength in what we had to offer.
SAD over time became a major customer to our IPO and there was never a trip to the USA which did not involve stopping by the Rohnert Park and Santa Rosa Facilities, until that is, late in the game a major restructuring took place which led to the control of parts purchasing falling under the responsibility of the Materials department, and they at that time were being lobbied by the QMD materials department against the IPO.
10. Stanford Park Division...
Next stop with Jimmy was SPD, Stanford Park Division in Palo Alto, the place where HP was born. We were met by Don Summers, the Manufacturing Manager, someone I'd get to know well in the years to come, I too would be destined to pop up on his radar, as was Jimmy Queen, in fact he would turn out to be the death knell for Jimmy in the years to come. Don Summers and his wife were from England originally, his wife was a lovely lady who was so pleased at having us for dinner, and I think she missed the banter of the "old country." They had an amazing house up in the Los Altos hills, these hills lay between Palo Alto and the Pacific beaches. It's an area where the really wealthy have their huge houses. Dave Packard also lived in that high value real estate area. Hewlett lived in Palo Alto city. The Summers' house was not as large as some there, but it was big nonetheless with a huge amount of land around it.
They had a swimming pool down at the bottom of their garden, which was completely secluded from the house and everywhere else for that matter, it was surrounded by trees and shrubs. It was a beautiful place where you could sit and relax away from the world, listening to the birds. It was the place Don Summers headed for the moment he walked in the front door of his house. I was talking with Don's wife in the kitchen, saying how lovely her house was, she'd not get anything like that back home, and the swimming pool area was just magic. It too was one of her favourite places around their house because of its privacy.
At that point she said "dinner will be awhile, go have a swim." As she threw me a towel. "I've no costume with me." I said. "That's not a problem, no one will see you." She said. I set off to the bottom of the garden to try out the pool, no one was around so I felt okay about it. My first skinny dip! I didn't hang around though and it was getting dark, but still very warm, plus I didn't want anyone to come looking for me to tell me dinner was ready. So I got out and started to dry myself, at that point there was a bright flash! Jimmy Queen had sneaked up and taken a picture of me from behind, and strode off again laughing to himself, it must have been quite a moonshine. To this day I've still not seen that picture he took that day, but it was mentioned sometime later when I got back that he did have it! I can still remember to this day what we had for dinner that evening, it was barbecued salmon, the reason I remember was that the barbeque charcoal was not lit the way we do it, but it was a tower of coals inside a tube, once they were at the right state, the tube was lifted off and the coals spread around. The chimney effect caused the charcoal to light quickly.
We stayed at the Hyatt Palo Alto, I'd stay there on lots of occasions in the future. I liked this hotel, it was set back from the main road, El Camino Real (the King's Highway), which ran all the way up to San Francisco and all the way south to Mexico, a very busy commercial thoroughfare. But the way the hotel was situated, it was quiet. There was a long drive-way lined with poplar trees up to the hotel, past the tennis courts out at the front and a big swimming pool to the rear, which again was completely secluded. The hotel was once owned by Actress Doris Day, she bought it because it had a sweeping stair case between the ground floor and the next level. Apparently she liked the effect it gave her as she floated her way down the staircase!
On my return visit I was met by Tom Dooley, Materials Manager and a pal of Bill Oliver, Jim Logie, engineer, who was a friend of Callum Logan. Jim Erickson, engineer, was a nice guy but he drew the short straw in life, I didn't know it then, but he was to turn out to be the only person that I know of who died from AIDS. What a waste, he was a young guy with his whole life ahead of him. I was shown around the division and the production lines. They did have some specialized equipment for parts manufacture, but most of the other parts they needed were manufactured at the PAFC (Palo Alto Fabrication Centre.). They did however take parts from us, we were building the same product as they were, and it would make no sense for them to miss out on those savings, though they never would be a huge customer of our future IPO.
11. Spokane Division...
From Stanford Park it was a fast flight north to Spokane. This would be my last stop with Jimmy Queen, he would be flying home with May, but I would be staying on and retracing my steps spending more time in each division going into greater details on their manufacturing needs and visiting their subcontractors. Because we had already achieved so much, this would be the first of many visits to their subcontractors. We were met by Dan Nelson, Manufacturing Manager. I could already see that this visit was going to be different as there were other MCG Manufacturing Managers visiting the site. QTD Manufacturing Manager Alistair Lucas was there from Queensferry. Alistair is an okay guy, but can he ever talk.
Mac McGrath had invited us all back to his house, a big house in the woods, he and his wife were married before and each had kids from those marriages. This house of theirs had two wings, one at each end, the boys had one wing and the girls had the other, which led to a happy family life, Mac and his wife lived in the central part of the house. They had a rumpus room where they would party with their guests. It was big, and in the middle of it stood a large Wurlitzer Juke Box, with all the golden oldies in it. That was a fun evening despite hearing Alistair Lucas's voice above everyone else going on about things. I also drew the short straw in the traveling arrangements, Mac McGrath had this big car, with all those kids he needed something to ferry them around. The car had three rows of seats, three could sit in the front, three in the next row and three in the back row, which faced backwards, just as long no one rear ended us, it would be fine! I was in that back row with Alistair, so my ears were getting bent all the way to and from the Red Lion Inn.
Dinner at the McGrath's was on the Friday night and Jimmy and May were not flying home till the Monday, so Mac and his wife invited us to the Coeur d'Alene Lake for a day's fun on the water with their boat. Everything that Mac seemed to have was big, including this motor launch, which was pulled to the lake behind his four wheeled drive car, and set down in the water. The boat was well stocked with goodies to eat and booze to drink, just as well the driver wasn't drinking, unlike the rest of us!! We cruised up to St. Maries where we stopped for lunch, all the way up to the end of the lake and on up the river, I couldn't believe the number of Ospreys and Bald Eagles we saw, many within feet of the boat. On this part of the river there is a speed limit, mostly because there are swimmers and the wash can damage the bank. But it's obviously a hot spot for boat speeders, the local cops were sitting in a little inlet on the river nailing the guys that were speeding on the water, every now and then you'd hear a loud speaker blaring out "SLOW DOWN BUDDY!".. If they were going too fast or didn't slow down, they got a ticket! With the cops speeding after them and creating even more wake!
After lunch we headed back down the river to the lake and Coeur d'Alene. As soon as we were on the lake, the McGrath's dug out all this water skiing gear. Alistair Lucas's eyes opened wide, he was a water skier, and a fairly good one, he bloody well would be! But Mac's wife managed to dump him a couple of times when he was trying to show off! I have never been on water skis, so they hassled me into having a go. Bear in mind I had had a few drinks by then, so this was not one of my better decisions. I had a hard enough job trying to stay upright after all the drinking, but I've always been game to try anything, at least once. They did stick a life jacket on me that kept me pointing the right way up!! Being a total novice, numptie (idiot), would have been a better description, I had a go.
Eventually I heard them shout to let go off the rope when you fall, but only after being dragged what seemed twenty miles face down, hanging onto the rope for grim death! They would swing the boat around for me to pick up the rope. I did manage to get up on the plank of wood, for all of ten seconds, but I was absolutely exhausted. As they swung the boat around to pick me up, Mac shouts, "Did you enjoy that?" "It's okay" I replied. Mac said, "It's only okay!" To which Jimmy Queen replied, "In Scotland, it's okay, means it was really good." Which it was, I had forgotten about two nations being divided by a common language! That evening we all went to dinner at the hotel on Coeur d'Alene Lake. Cloud 9 was the name of the restaurant, the food was as if it was from 7th Heaven! Jimmy Queen leant over towards me and whispered in my ear, "Pick up the tab John." When I got the bill, it almost made my eyes water!! Back then $280 was a lot of money, especially for dinner. I stuck it on my credit card and the receipt in my pocket, my expense report was going to be a bit on the high side.
On Jimmy's last day he said, "Why don't you come and join May and I for lunch outside the plant." Not a problem, Jimmy wanted my input on what I thought so far before he headed home later that day. We took off for a restaurant on Sprague Avenue. Jimmy had been there before and said it was okay. Indeed it was, as soon as we opened the door and entered, you could hardly see a thing, it was pitch black inside, compared to the bright sunshine outside. A mini skirted waitress showed the three of us to our seats and said that today there would be a fashion show going on during lunch and hoped we would enjoy the show. Apparently this was one of their things and Jimmy thought May would enjoy it, turned out Jimmy and I would enjoy it even more.
Right in the middle of our soup, the show started and as I was leaning over the soup bowl to put a spoonful of soup into my mouth, this shapely young lass appeared right by my side clad in a "G String" and skimpy bra, the fashion show that day was to be ladies underwear. I almost spilt my soup all over the table, I looked up and the young lady gave me a big smile at what happened. "Do you like?" she said. What was I supposed to say to that! I said, "Of course, I like your tan." "I'm just back from Hawaii!" she replied. Looking again at her "G String" pants, I said, "I can see your tan line!" At which point May and Jimmy burst out laughing, the young lady blushed and moved onto the next table. The rest of the lunch was wonderful as we were on the front row of each model who came to our table, and my soup didn't get cold.
Jimmy Queen had now left for home and I was on my own. The next few days were to be spent at Spokane with their Procurement Team and R&D Engineers. My first day started with a plant tour, Dan Nelson had organized that the Materials Department under Greg Schmidt would look after me. Bill Burdick, Materials Engineer Manager would be my prime contact. Bill and I became good friends and I'd spend a few good evenings at his house for dinner with his wife Marty and son Chris, with their daughter following on later. Bill was originally from Michigan, a really nice guy but one who would always toe the party line. Bill showed me all around the plant and spent quite a bit of time with me not only on the production lines but in the R&D, showing me the new products and introducing me to some of the engineers, Bill Gaines and Byard Taylor. Gaines was later to join Procurement and on another visit I got an invite to Byard's house party. The invite came with a BYOD, with the D covering whatever you really fancied at that time! I was later told the D was for Drink, Drugs or Dames!
When in the R&D, Bill introduced me to Billy Reynolds, Billy was their die-casting expert and who had spent many years on the Scrumpy and other pressure die-castings, he had a good brain that I could pick and gave me some good pointers to look out for with the Scrumpy Pressure Die-casting.
Following on after the time in Production and R&D, Bill set up a meeting with all his staff and those from the Buying fraternity, along with their Purchasing Manager Peggy Blowers. Peggy Blowers was a stunner, I'm sure with those looks she could have got any price reduction out of their suppliers. I saw her out jogging one lunchtime, and all the cars driving past slowed down to take a better look. At that meeting I met all the key players I would get to know really well as we supported each other with the move to greater and greater subcontracting. On engineering there were; Tom Duncan, Dennis Filipowski and Dave Simmons and Lori Baxter, on the buying side was Gail Nottingham, Dennese Schumacher, Ronna Rico and Denny Layne, also at the meeting was Hugh Ambelang, the QA Manager.
The task of taking me to visit the Subcontractors around the Spokane area was given to Gail Nottingham. Gail was a wee bit quiet at first but over a couple of days she became more open as she listened to me talking with the suppliers. I always gave an open and honest opinion to the suppliers and answered their questions freely, giving advice on the challenges that HP had to face and that of HP's suppliers, I think they were amazed at my openness.
Back at the Division, Dennese Schumacher was assigned to be the co-coordinator and she spent time with me on the systems they used. Dennese was to become a long standing friend, she had an identical twin sister, I've often wondered if it was the sister who came to dinner sometimes? Dennese had a live in boyfriend who was in the water bed business and though she has now left HP, she is still with Dave and his water bed business. During my years of IPO support to Spokane, many of the others visited the Queensferry division and traveled with us to the suppliers, but Dennese was never one of them, though she did come over after I had left the company.
After I left Spokane, I made my way back through the divisions en route to the airport to fly home. This was my first solo trip away from home, and it was getting to me, I was homesick I guess, I just wanted to get home. I did manage to get home a bit sooner, as I got finished quicker, so flew out two days earlier than planned. I had a fixed ticket, and had to pay a bit more to get home that bit sooner. I put it on my expenses, expecting to get quizzed about it, when I submitted my expenses to Jimmy Queen, who never questioned them, though I'm sure he would have noticed the extra flight cost. In hindsight though, my saving on hotel, car rental and eating expenses, would cancel it out. Funny how I never thought about that at the time and only fretted over the extra airline cost!
12. Scrumpy Pressure Die-Casting...
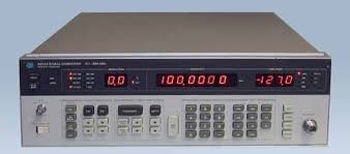 |
The project design team for any new product gets to choose a project code name, to be used in the year or more of the design process. This HP 8656 signal generator was to be aimed at the economy market, and thereby received the code name "Scrumpy." Although assigned in Palo Alto, it also turns out to be the name of a cider made in the West Country of England. |
A Spokane product, which also was to be manufactured at QMO, a Signal Generator, HP 8656, was state of the art, particularly with reference to its internal shielding capability. It's competition was fierce and because of the products complexity and its internal shielding requirements, which all added to the cost of the finished product. It was crying out for major cost reductions to gain bigger market share from its lower cost and less technical competitors' products. One of the major components in this Signal Generator, in fact everything was built into it or onto it, was a pressure die-casting, affectionately known in-house as the "Scrumpy Die-casting", it was named after a pint of cider an R&D engineer enjoyed when on holiday in the south country in England.
This "Scrumpy pressure die-casting" was a monster of a design in aluminium die-casting technology. At that time it by far out punched anything to be seen in the automobile industry. Bear in mind, it was the automobile industry which was the prime mover in the pressure die-casting industry. It also out punched another electronic giant of that time, an IBM Disc Drive Housing. It's funny to think back and compare the Memory storage devices of back then, to those of today. Computers were still in their early infancy and components were a bit on the large side, but those products, particularly those required for memory data storage, like disc drives, were pushing the limits of manufacturing capability in the sphere of machining to extremely tight tolerances.
Our "Scrumpy Die-casting" was probably the biggest pressure die-casting around at that time. Its Pressure Die-casting technology needs, demanded of it to be able to push the limits in RFI (Radio Frequency Interference.) technology. It was also a die-casting of such a size, it would require a Pressure Die-casting Machine capable of up to nearly 2,000 Ton capacity, of which there were not many around. The Pressure Die-cast Tool itself, cost half a million dollars to make. The "Scrumpy" at that time was currently being die-cast by Western Die Casting Company in Emeryville near Oakland California, with the finish machining being done in K & K Manufacturing Inc. in Campbell near San Jose. The cost of the finished machined part was over $350, the subcontractors were making big losses and both wanted to increase the cost of the finished product by 50% or more, or for HP to take it away, so they could get out of the business altogether.
I got a call from Jimmy Queen to come up and see him. Jimmy says, "This Scrumpy" is causing a few headaches, could I go have a look at it and put it to the top of my priority list." I looked at him, smiled and set off to see what I could do. This was a golden opportunity to really put our mark right out there with the MCG divisions. I needed to get a complete understanding of the "Scrumpy" and its current manufacturing processes, I had a pretty good understanding of what was achievable on our side of the pond, but that would need further investigation. First I needed to get a handle on the "Scrumpy." I had Jimmy's support, he made sure I would get the same support from Spokane, so off I went to Spokane to meet their procurement team who were currently supporting the Scrumpy with their subcontractors. Dennese Schumacher was the buyer and Tom Duncan was the engineer, they were great and became firm friends and supporters over the coming years, we would share some fun times together.
The companies in Emeryville and Campbell showed no resistance to getting out of that business as they were not making money on it, in fact they went out of their way to help me understand the complete manufacturing cycle. Western were producing this casting on their largest machine, 800 Ton, but it was really too small to cope, resulting in much scrap being produced. The machinist was also having problems with costs, so happy to pass on the parcel. I now knew the current manufacturing process inside out.
Once I got back home I set about identifying who would be the best Pressure Die-cast subcontractor and who would be the best subcontract machinist. Ideally, I wanted the die-caster to also do the machining, but what was required was at that time outside the die-casters capability, they just wanted to shoot parts. So I also then had to make sure that I could find a subcontractor machine-shop that could develop a good working partnership with the die-caster. They had to be able to work together and not blame each other when things didn't work to plan.
It wasn't long before I had made up my mind who would be the best suppliers to take on this work. J V Murcott's in Birmingham and Precision Machining in Dalkeith.
13. Decision Time...
I soon pulled it all together to make my presentation on what could be achieved. In a nutshell my proposal would achieve savings of over $1 Million and when you take that into account with the accounting processes to achieve the final customer selling price for the finished instrument, those figures would rise substantially towards double figures in millions of dollar savings each year.
I presented two options, one with the largest Pressure Die-Casting company in the UK called Fry's and the other with a smaller family run and owned company called J.V. Murcott. Both companies wanted a new tooling die. JVM quoted $300K and Fry's quoted $380K. Lead-time for tooling manufacture was close to a year to manufacture. Spokane didn't have that kind of budget to spare to spend on an existing product, so we would have to go with the original tooling and pay modification costs to get it up and running on our subcontractor company's die-casting machine.
This was a big risk factor decision to make and Jimmy Queen wanted to be sure we covered all the bases. He asked our QMO Financial Controller, Jim Sherrett to run a check on both companies and once the information was in, Jimmy wanted another meeting with both of us. A couple of days later all three of us got together around Jimmy's desk. Jimmy first asked the Finance Controller his input on both companies and to wrap up with what his recommendation would be. True to form Jim Sherrett followed typical Financial Accounting practices and made his decision based on his number crunching, saying Fry's was the much bigger company and was responsible for their actions towards their shareholders. Thus the financial details far outweighed those of JV Murcott who were a smaller family business company.
So his recommendation was that Fry's were the least risk therefore Fry's should be awarded the business to manufacture the "Scrumpy" die-casting. Jimmy Queen turned his head to look at me and said.. "Well what do you have to add?" I said, "Nope, that is the wrong recommendation." And I went on further to explain my reasons for saying so. In my belief having spent many hours in the company of both companies, their management teams and those who would actually do the work, I firmly believed that JV Murcott was by far the best choice. They were a family business where even their children were employed and being trained up to run the company in the future. Their business was their "Golden Goose," and they at all levels would be committed to work with me. They also wanted to diversify more of their work outside that of the Automobile Industry.
In the end, the final decision as Manufacturing Manager lay with Jimmy Queen, it would be his head that would be on the chopping block, if it all went belly up! Jimmy Queen turned to Jim Sherrett and said, "Jim, is JV Murcott in any financial difficulty?" The reply was, "No." Jimmy went on, "Well we have all the financial data pointing to one company, and John here promoting the other smaller company. I've thought about all that has been said here, and I have all my faith and trust in John and his choice. He has proven so far that all the decisions he has made, to be the correct ones in setting up our current subcontract base, I have no reason to doubt that this will be any different, so that is the way we will go!".
This was exactly what I wanted to hear, Jimmy Queen had over-ruled QMO's Financial Controller Jim Sherrett, who I think was not too happy about that. I'm sure he saw it as some sort of loss of face. It was also this decision that led to me to believe that Jim Sherrett, in the coming years would not be IPO friendly towards me or my IPO team and that we would have other run ins as he threw or tried to throw road blocks in our way. That was in the future, right now Jimmy Queen had over-ruled the Financial Controller and had shown his belief in me and my abilities to make this high level project a success, and I didn't particularly care about the Financial Controller not being too chuffed at having his nose put out of joint. Incidentally, Fry's that had been his choice went into receivership some eighteen months later, which pleased me no end to inform Jimmy Queen about. Whilst the company I chose JV Murcott, is still in business today.
The Financial Controller did win one battle which I didn't agree with. He wanted, based on the high initial risk factor, a year's supply of inventory to cover a major disaster should the ship sink mid-Atlantic, whilst bringing the pressure die-casting tool to the UK, as it would cover the lead-time to manufacture a new tool. I only wanted three months of inventory to cover shipping time and tool modification time. Jimmy Queen agreed on the year's inventory, I think he felt it would make the Financial Controller feel a bit better about being over-ruled. Okay, I had won but if it let the Financial Controller think he had won also, I could live with that. If nothing else, it gave me much more time to ensure a smooth run into production. However I did wring out another concession, we'd only take the raw unfinished casting, that way I could get the secondary machining processes well established and up and running long before JV Murcott started to produce raw production castings. This early approach also helped us save around half a million dollars from the previous machining manufacturing costs, so cost savings were being implemented almost immediately. However, the first step was to get JV Murcott and Precision Machining up to speed on both current manufacturing processes.
I met that same mentality about parts ending up at the bottom of the sea again, but on this occasion, the guy was worried about the airplane crashing and losing all his plastic moulded components for his Waltham production line. Fortunately there were some managers with a bit more common sense when those questions arose. I can sort of expect that response from a USA Division whose personnel were not too keen on sourcing off shore, but our home bred folks? Well he was an Accountant after all, I soon learned that Accountants will never give you a reason to invest, only reasons not to, they must like to count their money at the end of each month!
14. Scrumpy Supplier Visit...
When I suggested that it might be a good idea if I could fix it up for both JV Murcott and Precision Machining to go to California to see the manufacturing processes, they jumped at that suggestion. I spoke with Spokane who also thought it would be the right thing to do, if the USA suppliers would agree and that they'd check them out and get back to me. Spokane did, I heard back the very next day. Both Western and K&K would be more than happy to meet with us and show us the complete process. Which at first worried me a little, was this project going to be too big? Were these current suppliers wanting out of the business at any cost because it was too much of a problem for manufacturing reasons? Or did they just want out because they couldn't make money on it? In the long run it didn't matter, we would make it successful.
I was able to tie this trip into one I had to make to Corporate Procurement, so I could kill two birds with one stone, and have the visits planned around my other needs at Corporate. Spokane people were keen to help pull it all together and set up the visits around my schedule.
The JV Murcott company, was run by three brothers, they were the main three Directors of the company, Peter, David and Alan, four sons and a daughter also worked for the family business, they decided it was time to develop the boys a bit more so kept them firmly in the loop with me and HP. It was a new business generation to them and they thought the boys might handle dealing with a new business model through me. It was a good experience for the future for them, and they and I would be on other future trips together. Those boys would have at least one of the Directors to chaperone them when they joined me, but on this trip they would send Alan and David. Precision Machining would send Jim Duncan and Mike McCormick.
Spokane sent Dennese Schumacher and Lori Baxter, and the first stop was Western Die Casting Company, I made my way to Berkeley from Santa Rosa, where we were met by Andy Simpson, President and as the name would suggest, of Scottish extract from way back. Once he heard there was a bunch of guys coming from Scotland, his interest piqued even more. Western could not have been more open, they were quite happy to share with the Murcott brothers every little detail of manufacture, in fact they talked about all sorts of issues relating to the pressure die casting industry, including the varying cost of the alloys! Western agreed with the Murcott's that the 800 ton machine they were using was really far too small for the task, but they had no intention of getting into the larger die casting business; they wanted to aim the business towards the middle sized casting range. They had nothing to hide, and being helpful helped them to get out of the business that much quicker. Though our requirement that they must cast a years' worth of inventory was a headache for them they could have well done without.
As the day progressed we were all invited back to Andy Simpson's President's office, for a wrap up discussion and some food and drinks had been laid on. Andy wanted to talk about Scotland; I wanted to head off to Palo Alto as I had a meeting the next morning in Corporate, whereas Murcott's and PM had a day off before we would meet to go to the Machinist. So they were quite happy to sit around eating and drinking, it was all very jovial with lots of laughter all round. But I wanted to head off, particularly as it was now dark and I had to drive about 60 or so miles. Eventually I did make my excuses and had to leave.
Gosh, it was dark outside, I got in the car, not sure which way to go, I did know that I had to get up on the Nimitz Freeway and make my way across the Oakland Bay Bridge onto Highway 101 south, but I'd never been on this route before. I knew roughly the direction I need to go and headed off. There in front I could see the Nimitz Freeway, it was a two storey road, with one level on top of the other, until that is, it was hit by the last bad earthquake in the Bay Area, where the road collapsed on top of each other.
Where the hell was this slip road to get onto it, now I was lost, I was down in the dockland area, I was running out of petrol, I needed to find a gas station, and what's more I now needed a (expletive)!! I'm sure that was brought on by the stress of finding the bloody road and needing petrol for the car, plus it was really dark down in the dockland area. No way was I going to stop and ask someone directions. Down here, people's houses had the windows and doors barred with iron grills!! Eventually I found the access and got myself across the Oakland Bay Bridge and stopped off at the first gas station, not a moment too soon I thought, as I needed to fill one tank and empty another! I was shattered by the time I got to the Hyatt Hotel Palo Alto.
I met all the guys the next night. I had to change hotels, Dennese and Lori had booked us into the County Inn in Mountain View and that took me some time to find also. I could see it from the bloody 101 Freeway, but do you think I could find the damn turn off. Eventually I came off at the exit for the NASA building at Moffett Field. Everyone appeared to be in a party mood after having a day of relaxing, everyone except me, after spending about an hour trying to get to the hotel.
Dennese said she knew a place where we can go to eat, so off we went. Dennese had obviously been there before, and it was a Restaurant/Bar/Dance joint, a local singles place, but not too far from the Inn. So we had a meal, and some drink and Dennese wanted to dance, so here we were, with two young ladies from Spokane. Lori wasn't too keen, she just wanted to go back to the Inn and phone her husband, but Dennese had 5 foreign males with funny accents in tow, so she could have as many dances as she wanted. It was funny, being a singles bar, on a couple of occasions an American guy would come over to ask Dennese to dance, she refused them every time. I asked her why she turned them down, her reply was, "I can dance with American guys anytime, but I don't often get the chance to dance with guys from the UK!"
Later back at the Inn, Jim Duncan and Alan said they saw a bar down the street and they wanted to go for a beer, well it was in walking distance, so we headed off. It was a bar all right, but not one we should really hang about in. We ordered a beer, the bartender looked at us somewhat strangely, as did all the others hanging around the bar and pool tables. It seemed a good idea for us to drink up and leave as quickly as we had arrived. Which we were all in agreement with, constantly looking over our shoulders as we walked back to the County Inn in the unlit street.
Next morning we were up early and off to visit K & K Manufacturing Inc. where we were met by Phillip J Kronzer President. Once again, the company showed us an open overview of the complete manufacturing process. I think Precision Machining, as well as myself, was somewhat surprised at the poor level of tooling that was being used. We would, of course, have it transferred to PM's facility in Dalkeith, but how much of it we could use, would be debatable, though we did have PM's tooling cost built in, so it would not be a problem, we could use what we thought best and dump the rest. I was not all that surprised really, that K & K Manufacturing were having difficulty in making money from the Scrumpy, I think it was probably due to Spokane not having the tooling dollars to expend and forcing K&K to use what they had, bad decision.
It was time for the Spokane ladies to head for home, so I had agreed to drop them off at San Jose Airport, and all the rest moved to the Hyatt in Palo Alto where we would spend a day talking about all we had seen and on how we would proceed with setting up the Scrumpy Die Casting for manufacture in the UK.
 |
Die casting conference for complex "Scrumpy" HP 8656A signal generator. Jim Duncan, UK Subcontractor, Hugh Ambeland, SKF QA Mgr., Dennesse Schumacher, SKD Buyer, Lori Baxter SKD Procurement Engineer. |
We should have set off for San Jose Airport a bit earlier, we ran smack into the commuter traffic and time to catch their flight was fast running out. That was bad enough, but it suddenly got worse, the traffic came to a full stop, we could see the junction we wanted to get off at about half a mile further up and the airport further over to our right. The traffic was well and truly grid locked, there was no way Dennese and Lori would get to the airport in time to catch the flight, we were just stuck there!
Then I noticed off the road to my right, there was a hole in the chain link fencing and the road on the other side of it was traffic free. I looked at the ladies and said, "hang onto your seatbelt, I'll get you to the airport in time." I then turned the wheel, took the car over the dirt median and through the hole in the fence. "Yeehaw!" the ladies shouted, I had no sooner driven through the hole in the fence, when I was promptly followed by about six other cars. I thought, well if the cops saw us, they'll have to catch six other guys, all going in different directions! We got to the airport in time, I got a hug and a big thanks from both Dennese and Lori, then they ran off and disappeared inside the terminal building and I headed off back to the freeway to Palo Alto.
Afterwards both Dennese and Lori, said I was the only person they knew who would have done that for them, they were firm supporters of our IPO from then on.
In general, everyone seemed pretty upbeat about the visits to the suppliers, both JV Murcott and Precision Machining in turn said the current suppliers would never make money with it under their present manufacturing processes. They had now seen, probably how not to make the part, so the lessons were learned, now we had just under a year to make it happen... And we would!!!
Select: Return to the main Table of Contents or Continue reading to Part 3.
HP MemoriesOne of the main objectives in starting this website five years ago was (and still is today) to get in touch with people who have worked at hp from the birth of the company up to today. We are interested in hearing your memories no matter what division or country you worked in, or whether you were in engineering, marketing, finance, administration, or worked in a factory. This is because all of you have contributed to the story of this unique and successful enterprise. Your memories are treasure for this website. While product and technology are our main concern, other writings related to the company life are highly welcome, as far as they stay inside the hp Way guidelines. Anybody Else? Please get in touch by emailing the webmaster on the Contact US link at http://www.hpmemoryproject.org |
|
|
This site has no commercial objective.
Nothing is for sale here.
HP Memory Project is not associated with the Hewlett-Packard Company.
The Hewlett-Packard name, HP, the HP logos, the HP model numbers are
trademarks of the Hewlett-Packard Company. Substantial material from
various HP publications appears on the site by permission of the
Hewlett-Packard Company.